1.第一種刀線的印品上出現(xiàn)不規(guī)則的粗細(xì)不一的刀線,這種刀線從印刷圖案部分一直延伸到無圖案處。刀線較長,而且隨著刮墨刀的左右擺動,刀線也隨著移動,有時是一條、兩條,有時是很多條。解決辦法則是對刮墨刀的位置進(jìn)行上下 調(diào)節(jié),同時應(yīng)觀察印品有無色彩深淺走樣現(xiàn)象。
2.第二種刀線的走向很規(guī)則,出現(xiàn)在同一個印版上的印刷圖案部分,而且是在相同的位置,隨著刮墨刀的左右擺動,基本無大的變動,這是因為油墨中的粗顆粒頂起了刮刀,刮刀的左右擺動根本無法將它帶動,若出現(xiàn)在中間色,則下一色油墨將對這些刀線加經(jīng)填充,即在刀線處出現(xiàn)下一色的油墨。
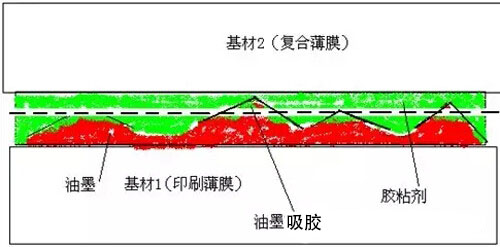
3.第三種刀線容易出現(xiàn)在最后一道色上,在塑料薄膜里印時通常出現(xiàn)在白版上,這樣的一條或者兩條刀線將貫穿整個印品,從印品的正面觀察,若刀線不粗糙,不容易發(fā)覺,從印品的背面觀察則可以發(fā)現(xiàn)刀線貫穿始終形成的“痕”,這種“痕”在復(fù)合時會顯現(xiàn)無疑,特別是在復(fù)合鍍鋁膜時,更可以清楚的看到。
無論是以上那種刀線,解決辦法均停止印刷,過濾油墨,通常是將第一、第二道色所用的油墨過濾后才上機(jī)進(jìn)行印刷,過濾網(wǎng)選擇140目金屬篩網(wǎng),經(jīng)過長期實踐,已初見成效,值得同行學(xué)習(xí)及借鑒。
刀線的產(chǎn)生與印版滾筒的關(guān)系
刀線的產(chǎn)生與版滾表面的光潔度及鍍層質(zhì)量有不可分割的聯(lián)系。印版分為手工雕刻版和電雕版兩種,手工雕刻凹版版面不光滑,易出現(xiàn)刀線;電雕凹版表面光滑,產(chǎn)生刀線的機(jī)率就比手工雕刻版低得多。在用手工雕刻凹版進(jìn)行印刷時,第一次上機(jī)前都用1000#耐水砂紙進(jìn)行打磨版面,具體做法是:將印刷速度開快些,空機(jī)運轉(zhuǎn),打磨時砂紙來回移 動,但不可用力過大,否則將損壞網(wǎng)穴。打磨后用軟布將滾筒,擦干凈再上機(jī)印刷。刀線現(xiàn)象就減輕了許多。需要注意的有:這項工作需要由有經(jīng)驗的人員擔(dān)任,如果印刷時出現(xiàn)這種刀線,方法同前。
鍍層硬度也與刀線的產(chǎn)生有關(guān),鍍層硬度不夠,在刮刀的作用下容易損傷,也將產(chǎn)生刀線,這種刀線時有時無,又稱謂“隱刀線”,常常出現(xiàn)在無印刷圖案,這種刀線只有在熒光燈的反面照射下才容易發(fā)現(xiàn),針對這種刀線,有兩種解決辦法:其一是在出現(xiàn)這種情況后,用1000#耐水砂紙對鍍層輕輕研磨,一般會有所好轉(zhuǎn),不過往往印刷一段時間后,又得出現(xiàn),因此最好是進(jìn)行退鍍處理,更為嚴(yán)重時則需重新制版;其二是調(diào)節(jié)刮墨刀,增大刮刀壓力,同時向版面吹風(fēng),也收到很好的效果。
刀線的產(chǎn)生與刮墨刀的關(guān)系
刀線的產(chǎn)生與刮墨刀的質(zhì)量及安裝有很大關(guān)系。刮墨刀研磨得好壞與刀線有很大關(guān)系,研磨得恰當(dāng),不易產(chǎn)生刀線,否則就容易產(chǎn)生刀線。研磨時,通常選用油石研磨,再用1000#耐水砂紙加6#機(jī)油打磨光滑,刀的背面灰磨成25°斜口,如果刮刀產(chǎn)生嚴(yán)重缺口,則應(yīng)更換新刀片。同時也應(yīng)注意刀片如果是進(jìn)口軟彈性的,就不易產(chǎn)生刀線,如果是國產(chǎn)刀片,則容易產(chǎn)生刀線。刀片須具備一定的彈性,硬而無彈性是產(chǎn)生刀線的主因,還有其它原因如,刮不干凈印版上多余的油墨,而發(fā)生霧狀影響質(zhì)量等。一般銅的硬度在200HV-300HV之間,鉻的硬度在800HV-900 HV之間,刮刀硬度應(yīng)選450HV-(900+300)/2之間,這樣既不傷印版,又不留刀痕,同時也降低了產(chǎn)生刀線的幾率。刮墨刀的刀尖應(yīng)選擇有圓弧形刀尖,這樣可以保護(hù)印版,因為版為圓形,刮刀為圓弧形。
不破壞印版,又容易將油墨刮凈。保持印刷時無圖案處的干凈而不滯油墨,如果刀尖為平的,由于平的很鋒利既傷印版又影響印刷,刮墨不凈 產(chǎn)生刀線。安裝時刮刀應(yīng)與刮刀下的平版架里的小平板之間保護(hù)0.5cm -1.2cm之間,刮刀安得太突出,刮刀容易變形,呈波浪形狀,影響刮墨效果,從而造成質(zhì)量事故,如果安裝太短,油墨極易刮盡,但是版上的刀痕會很多,而且只要刀一松再印出的圖案變濃或變淡,無法反復(fù)使用。另外,如果鐵錘的重要太重,刮刀壓力太大都將產(chǎn)生刀線,解決辦法則是減輕鐵錘的重量,同時向版面適當(dāng)?shù)拇碉L(fēng),也將有效的降低其刀線的產(chǎn)生。
刀線的產(chǎn)生與環(huán)境的關(guān)系
刀線的產(chǎn)生與環(huán)境的好壞有很大關(guān)系。如果操作環(huán)境有灰塵,塵埃進(jìn)入油墨中就會導(dǎo)致產(chǎn)生刀線。車間應(yīng)首先是將印刷機(jī)組進(jìn)行隔離,減少人員的流動,房內(nèi)裝有空調(diào)設(shè)施及除塵設(shè)備,上班時,將第一道色序及第二道色的油墨過濾后再上機(jī)印刷,上班前除塵,下班時有專門衛(wèi)生人員打掃衛(wèi)生,環(huán)境一定要保持清潔才好。
刀線的產(chǎn)生多種多樣,形式不拘一格,這就要求操作者養(yǎng)成總結(jié)經(jīng)驗的習(xí)慣,并積極配合廠方管理層,將刀線故障降到最低限度。

共有 網(wǎng)友評論