在國家包裝通用術(shù)語(GB4122-83)中,軟包裝的定義為:軟包裝是指在充填或取出內(nèi)裝物后,容器形狀可發(fā)生變化的包裝。用紙、鋁箔、纖維、塑料薄膜以及它們的復(fù)合物所制成的各種袋、盒、套、包封等均為軟包裝。
一般將厚度在0.25mm以下的片狀塑料稱為薄膜。塑料薄膜透明、柔韌,具有良好的耐水性、防潮性和阻氣性、機械強度較好,化學(xué)性質(zhì)穩(wěn)定,耐油脂,易于印刷精美圖文,可以熱封制袋。它能滿足各種物品的包裝要求,是用于包裝易存、易放的方便食品,生活用品,超級市場的小包裝商品的理想材料。以塑料薄膜為主的軟包裝印刷在包裝印刷中占有重要地位。據(jù)統(tǒng)計,從1980年以來,世界上一些先進(jìn)國家的塑料包裝占整個包裝印刷的32.5%~44%。
一般來說,因為單一薄膜材料對內(nèi)裝物的保護性不夠理想,所以多采用將兩種以上的薄膜復(fù)合為一層的復(fù)合薄膜,以滿足食品保鮮、無菌包裝技術(shù)的要求。復(fù)合薄膜的外層材料多選用不易劃傷、磨毛,光學(xué)性能優(yōu)良,印刷性能良好的材科,如:紙、玻璃紙、拉伸聚丙烯、聚酯等;中間層是阻隔性聚合物,如:鋁箔、蒸鍍鋁、聚俯二氮乙烯電里層材料多選用無毒、無味的聚乙烯等熱塑性樹脂。軟包裝的制作工序如圖1所示。
一、塑料薄膜的印前處理
塑料薄膜一般采用凹版印刷、柔性版印刷以及絲網(wǎng)印刷等工藝,通常在印刷后還要進(jìn)行復(fù)合加工,以達(dá)到良好的使用效果。而各種塑料的表面特性,因其分子結(jié)構(gòu)、極性基團、結(jié)晶程度以及化學(xué)穩(wěn)定性等因素不同而有很大的差異。這些因素對于印刷油墨的結(jié)合牢度、復(fù)合薄膜的黏結(jié)強度等影響甚大。故在印刷或復(fù)合加工前,應(yīng)視不同塑料的表面性質(zhì),適當(dāng)?shù)剡M(jìn)行表面處理,以求獲得優(yōu)良的加工適性。
1.提高薄膜的可印性
從理論上講,在承印物上要獲得良好的可印性,承印物的表面張力應(yīng)高于印刷油墨的表面張力。
PP、PE膜系非極性高分子材料,化學(xué)性能穩(wěn)定,表面張力小,加之合成樹脂時添加的開口劑、抗靜電劑、耐老化劑等影響,難與油墨黏結(jié)。常用的幾種塑料薄膜的表面張力和印刷性能見表1。
為了提高塑料薄膜的表面張力,改善其潤濕性能和黏結(jié)性能,從而提高印刷油墨的牢度,常用的表面處理方法有以下幾種。
?、匐姇炋幚矸ā@酶哳l(中頻)高壓電源,在放電刀架和刀片的間隙產(chǎn)生一種電暈釋放現(xiàn)象,對塑料薄膜進(jìn)行表面處理,這種方法叫電暈處理,也稱電子沖擊或電火花處理。其處理作用為:
a.通過放電,使兩極之間的氧氣電離,產(chǎn)生臭氧。臭氧是一種強氧化劑,可以立即氧化塑料薄膜表面分子,使其由非極性轉(zhuǎn)化為極性,表面張力提高。
b.電子沖擊后,使薄膜表面產(chǎn)生微凹密集孔穴,使塑料表面粗化,增大表面活性。
?、诨瘜W(xué)處理法。采用重鉻酸鉀-硫酸等氧化劑溶液處理聚烯烴薄膜表面,使其生成羥基、羰基等極性基團,同時得到一定程度的粗化。
?、酃饣瘜W(xué)處理法。選擇適當(dāng)波長的紫外線照射高聚物表面,使其產(chǎn)生裂解、交聯(lián)和氧化等化學(xué)變化。
目前,生產(chǎn)中多采用電暈處理方法?;瘜W(xué)處理法處理時間較長,處理液具有化學(xué)侵蝕性,只在不便使用其他處理方法時應(yīng)用;光化學(xué)處理法效果還不夠理想,耗時較長,成本較高。
2.防靜電處理
薄膜的靜電形成是由于PE和PP具有優(yōu)良的介電性能,電阻高、導(dǎo)電性差。薄膜在擠出收卷過程中因摩擦而產(chǎn)生靜電在印刷過程中使靜電進(jìn)一步產(chǎn)生和積累,并不易釋放,使薄膜表面聚積大量的靜電荷。薄膜印刷中的靜電會給操作帶來一系列難題,直接影響印品的質(zhì)量。由于靜電黏連,薄膜問處于缺氧狀態(tài),會阻礙塑料表面里層的固化過程;若遇高溫、高濕環(huán)境,更易形成墨層黏連,輕則使印墨移染,增加印刷、分切、整理等工序的難度,重則薄膜互相部連,撕不開,造成印品報廢。
目前國內(nèi)對塑料想膜印前抗靜電處理的方法是:將抗靜電劑直接摻入樹脂內(nèi),經(jīng)高速攪拌機攪拌均勻,然后直接倒入擠出機斗擠出成膜。據(jù)資料介紹,日本利用離子氣靜電處理裝置,通過離子發(fā)生器,產(chǎn)生陽離子氣和陰離子氣,再通過噴嘴噴在塑料薄膜表面上,即可達(dá)到處理靜電的效果。
二、塑料薄膜的印刷工藝
軟包裝印刷采用的印刷工藝有凸版印刷、平版印刷、凹版印刷、柔性版印刷和絲網(wǎng)印刷。印刷時根據(jù)承印材料、單位面積的著墨量、印刷質(zhì)量要求、圖案式樣、產(chǎn)品抵量、印刷色數(shù)、里層厚度、換版頻率、成本預(yù)算等因素加以選擇。各種印刷特性比較見表2。
從表2可以看出,軟包裝印刷以凹版與柔性版印刷為主,但與出版、商業(yè)印刷使用的一般凹印、柔印相比,有許多不同點。例如:軟包裝印刷是在卷筒狀的承印物表面進(jìn)行印刷,如果是透明薄膜,從背面可看到圖案,有時霜加印一層白色涂料,或采用里印工藝。
里印是指運用反像圖文的印版,將油墨轉(zhuǎn)印到透明承印材料的內(nèi)側(cè),從而在被印物的正面表現(xiàn)正像圖文的一種特殊印刷方法。
里印印刷品比表面印刷品光亮美觀、色彩鮮艷,不褪色,且防潮耐磨;又由于里印后經(jīng)復(fù)合加工,墨層被夾于兩層薄膜之間,因此,不會污染包裝物品,符合衛(wèi)生法要求。
里印工藝的印刷色序與普通表面印刷相反,例如普通印刷先印底色,而里印是最后印底色。
近年來,隨著里印工藝的不斷發(fā)展,新推出的里印油墨逐漸代替了一般表面印刷的油墨。這是因為里印產(chǎn)品大都用做復(fù)合包裝,專用里印油墨能滿足印刷后的墨層與被復(fù)合材料的黏結(jié)要求,即使是大面積墨層色塊,經(jīng)復(fù)合加工,黏結(jié)也很牢固。
里印是塑料復(fù)合包裝印刷所獨有的工藝,在印刷設(shè)備上己趨向多樣化、多功能化和系列化。如引進(jìn)的各種模式的塑料包裝印刷生產(chǎn)線,已將吹塑、印刷、復(fù)合、分切、制袋等多道工序聯(lián)動起來。目前,我國的塑料薄膜印刷復(fù)合加工大多采用衛(wèi)星式凹版輪轉(zhuǎn)印刷機。在現(xiàn)代印刷技術(shù)中,這種機器有被單元式凹版印刷機所取代的趨勢。由于單元式印刷機的印刷工位依次安裝在同一平面的生產(chǎn)線上,工位之間的距離較大,因此,每個單元各有單獨的干燥系統(tǒng),既可加快印刷速度,又能印更多的顏色、同時,換版換墨都牧方便,新引進(jìn)的設(shè)備大都如此。其次是采用柔性版印刷機印刷塑料薄膜,柔性版印刷機多數(shù)與干式復(fù)合機組成生產(chǎn)線。
三、薄膜復(fù)合工藝
軟包裝材料一般不使用單一材料,而以復(fù)合薄膜為主。主要復(fù)合方法有以下幾種:
1.濕式復(fù)合法。在基材(塑料薄膜、鋁箔)表面涂布一層水溶性教結(jié)劑,通過壓輥與其他材料(紙、玻璃紙)復(fù)合,再經(jīng)熱烘道干燥成為復(fù)合膜。此種方法適用于包裝干燥食品。
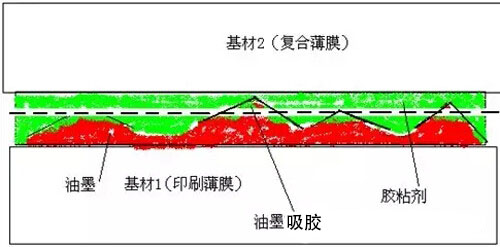
2.干式復(fù)合法。先將溶劑型黏合劑均勻地涂布于基材上,然后送入熱烘道,使溶劑充分揮發(fā)后,立即與另一層薄膜復(fù)合
3.?dāng)D壓復(fù)合法。將T鑄模狹縫擠出的簾狀熔融聚乙烯,經(jīng)夾緊輥加壓,流延到紙或薄膜上,進(jìn)行聚乙烯涂覆,或從第2給紙部分供給其他薄膜,把聚乙烯作為黏結(jié)層進(jìn)行黏接。
4.熱熔復(fù)合。將聚乙烯-丙烯酸酯共聚物、乙烯酸-乙烯共聚物、石蠟放在一起加熱熔融,然后涂布在基材上,立即與其他復(fù)合材料復(fù)合后冷卻制成。
5.多層擠出復(fù)合法。將多種不同性能的塑料樹脂通過多臺擠出機,擠入模具復(fù)合成膜。此種工藝層間不用繳合劑、有機溶劑,薄膜無異味,無有害溶劑滲透,適合于食品和醫(yī)藥包裝,是先進(jìn)的復(fù)合技術(shù)。
目前,我國里印用量最多的材料是拉伸聚丙烯薄膜(OPP)、里印后一般采用干式復(fù)合工藝與其他材料復(fù)合,典型的結(jié)構(gòu)如:雙向拉伸聚丙烯薄膜(BOPP,12mm)、鋁箔(Al,9mm)和單向拉伸聚丙烯薄膜(CPP,70mm)。工藝過程是用輥涂裝置將溶劑型的"干式黏合劑"均勻地涂布于基礎(chǔ)材料上,然后送入熱烘道,使溶劑充分揮發(fā)后再用復(fù)合輥與另一層薄膜復(fù)合。
我國引進(jìn)的塑料印刷干式復(fù)合生產(chǎn)線和國產(chǎn)復(fù)合機,大部分采用聚氨酯黏合劑。這種黏合劑對不同基材融合力強,耐寒、耐熱、耐油、耐稀酸、耐磨性能優(yōu)良,但具有一定的毒性,不能作為內(nèi)層復(fù)合用黏合劑。當(dāng)今,國內(nèi)外正在研制無毒的干式黏合劑。在國內(nèi),這方面科研已取得一些成就,如APA黏合劑不僅無毒,而且黏合性能優(yōu)于聚氨酯黏合劑。

共有 網(wǎng)友評論